パラレルメカニズムのジョイント・リンクおよび
フレーム部の熱的伸縮および弾性変形誤差補正システム
Improvement of Accuracy for Parallel kinematic machine
(Compensation Method of Joint Error and Thermal Expansion)
工作機械や測定機の加工・測定精度向上のためには,ツールと工作物の相対位置精度が安定して得られることが重要である.このためにはツールと工作物間の相対運動を受け持つメカニズム部分の精度向上だけでなく,それらを保持しているベース・コラムなどの静的な構造物つまり機械のフレーム部が,静・動的かつ熱的にも安定していることが重要である.しかし実際の機械では図1に示すように,基礎から伝わる外乱,機構の運動に伴う重心移動および切削抵抗などの加工負荷などさまざまな要因により,機械全体つまりメカニズムとフレームは変形する.さらに室温変動や加工時に発生する熱などは機械全体の熱変形を引き起こす.以上の結果,工作物とツール間の相対位置精度は悪化してしまう.
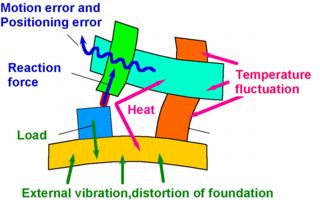
fig.1Various causes of relative positioning error between tool and workpiece for conventional machine
これらの運動誤差や力学的・熱的変形を防ぐため,従来は案内要素の運動精度や剛性の向上,機械の構造部の断面積や断面二次モーメントを増加させることなどにより機械の精度や剛性を向上させてきた.しかし部材自体の質量が大となると自重による変形が無視できなくなる.さらに慣性質量増により運動誤差の悪化が危惧される.
熱変位については,機械全体を低膨脹材のような線膨張係数の小さな材料やコンクリートなどの熱伝導率の小さな材料を用いたり,機械に設置した温度センサや室温センサなどを用いて熱変形を補償することが行われている.しかしこれらの有限個の温度センサでは,構造物のごく一部の局所的な温度しか測れないため,全体の変形を高精度に予測することは,熱変形挙動が複雑なはり構造を持つ直交座標型メカニズムでは困難を極める.さらに,熱伝導率の小さな材料では,急激な温度変化があった際の部材の表面および内部の温度差あるいは部材間での温度差による熱歪みが大きく,ひいては補償が難しくなる.
さて,パラレルメカニズムはエンドエフェクタに対してアクチュエータを並列に配した機構であり,球対偶(球面ジョイント)や回り対偶(回転ジョイント)あるいは2自由度を持つ回り対偶(ユニバーサルジョイント)などが多用された立体的なリンク機構である.最近10年ほどでは,ロボットおよび工作機械の分野での実用化が進められており,近年では静的な精度を向上させるためのキャリブレーションの研究が各所で行われ,空間的精度の向上がはかられている.
以上のパラレルメカニズムの特長として,トラス構造を採ることができるために機械構造の軽量化や剛性の向上ができ,さらに高精度化も可能であるとされている.しかしながら,現実的な問題として以下のようなエンドエフェクタの位置決め誤差を発生する要因が存在する.
- メカニズムの運動に伴う対偶部の運動誤差
- メカニズムの重心移動に伴って発生するリンクに掛かる力の変動に起因する,リンクおよび対偶部の弾性変形
- 同上の力あるいは外乱などに起因する,メカニズムを支持するフレーム部の弾性変形
- 室温変動に伴うリンク部の熱的変形
- 室温変動に伴うフレーム部の熱的変形
本研究ではパラレルメカニズムが立体的なトラス構造体であることに着目し,前述の(1)~(5)までの要因によるすべての誤差をインプロセスで計測し,総合的に補償するシステムについて研究を行っている.
補正原理
 改良形の補正機構を内蔵した連結連鎖です.外力や室温変動の影響を受けずに,両端の球面ジョイント間の距離の変化を内蔵のリニアスケールユニットで測定します.
改良形の補正機構を内蔵した連結連鎖です.外力や室温変動の影響を受けずに,両端の球面ジョイント間の距離の変化を内蔵のリニアスケールユニットで測定します.
フレームの弾性変形および熱的変形をインプロセスで計測し,エンドエフェクタの位置を補正します.スーパーインバー製ロッドと変位計を複数使用し,測定定盤から見たパラレルメカニズムのベースプラットフォームの大きさ,変位,姿勢変化を計測します.
 下記参考論文も参照して下さい.
下記参考論文も参照して下さい.
実験装置
上の写真は本研究室で製作したパラレルメカニズム型三次元座標測定機の
ジョイント部に変位センサを取り付けたものです.

パラレルメカニズム型三次元座標測定機の
リンクの熱的変形や弾性変形を機械的に補正するため,
スーパーインバーロッドを組み込んだ様子です.

パラレルメカニズム型三次元座標測定機に
フレーム変形を測定するためのスーパーインバーロッドと変位計を組み込んだものです.
参考文献
(新しいものから並べてあります)
投稿論文
大岩孝彰,寺澤祐哉:
パラレルメカニズム形機械のフレームの変形補正に関する研究, (アッベの原理に基づく補正装置の改良),
日本機械学会論文集C編,79巻808号(2013-12)pp.5103-5116.
Takaaki OIWA
Error Compensation System for Joints, Links and Mechine Frame of Parallel Kinematics Machines
International Journal of Robotics Research, Vol. 24, No. 12 (2005), pp. 1087-1102.
口答発表
 ○大岩孝彰,寺澤祐哉(学):
○大岩孝彰,寺澤祐哉(学):
パラレルメカニズムを用いた高速・高精度3次元座標計測システム(第20報,フレーム変形補正装置の改良)
日本機械学会2006年度年次大会講演論文集,65-70
○大岩孝彰,寺澤祐哉
パラレルメカニズムを用いた高速・高精度3次元座標計測システム(第18報,フレーム変形補正装置の改良)
日本機械学会2005年度年次大会講演論文集,電気通信大学,
○大岩孝彰,伊藤晴信
パラレルメカニズムを用いた高速・高精度3次元座標計測システム(第16報)―リンクとフレーム変形の補正―
日本機械学会2004年度年次大会講演論文集,北海道大学, Vol. 4,77-78.2004.9/5
○大岩孝彰,大林祐介,山下栄介
パラレルメカニズムを用いた高速・高精度3次元座標計測システム(第13報)―フレーム変形の補正―
2002年度精密工学会秋季大会学術講演会講演論文集,(2002)237.
大岩研究室のホームページへ
Copyright (C) 1997 OIWA Laboratory All Rights Reserved.


